- Сварочные аппараты
- Газосварочное оборудование
- Плазменная резка CUT
- Сварочные материалы
- Сварочные горелки
- Строжка угольным электродом
- ЗИП и расходные части
- Точечная контактная сварка
- Химия для сварки
- СИЗ, маски, краги
- Абразивы / Аксессуары
- Дополнительное оборудование
- Автоматизация сварки
- Лазерная сварка и резка
- Товары на акции
- Архив товаров
- Ремонт сварочных аппаратов
Сварочный трактор HUGONG ARMADA 1000N
















- Описание
- Комплектация
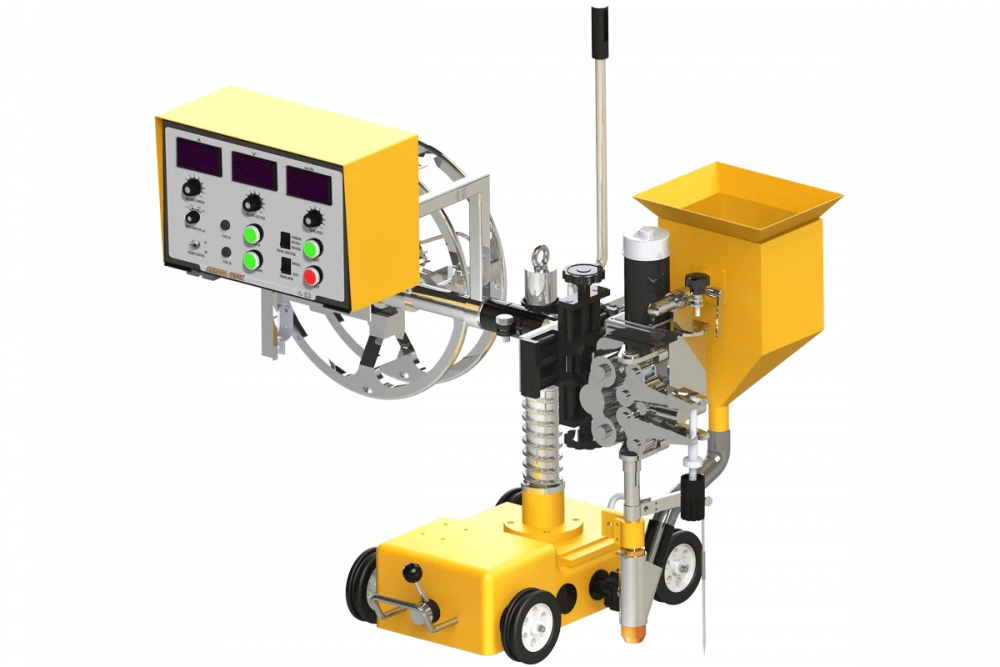
Сварочный аппарат для автоматической сварки под флюсом HUGONG ARMADA 1000N состоит из источника сварочного тока инверторного типа и 4х колесной самоходной тележки, с расположенными на ней сварочной горелкой, механизмом подачи сварочной проволоки, пультом управления, катушкой для сварочной проволоки.
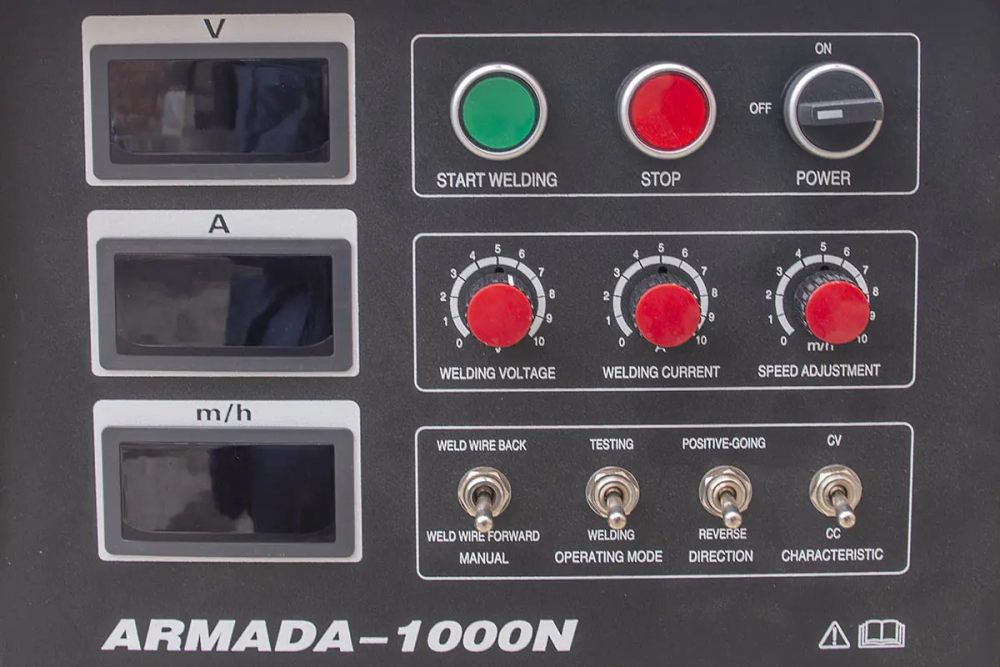
Упраление настройками аппарата:

Технологические процессы:
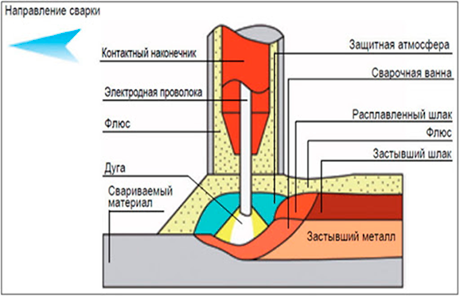
Процесс автоматической сварки под слоем флюса – один из наиболее производительных способов дуговой сварки. Принципиальная схема процесса представлена на рисунке ниже.
Дуговая сварка под флюсом позволяет:
- Выполнять сварку большинства сталей любой степени легирования
- Выполнять дополнительное легирование шва как за счет применения легированных проволок, так и легированием через компоненты флюса.
- Правильно подобранный режим сварки и сварочных материалов позволяет получить качественные (равнопрочные с основным материалом) сварные соединения требуемого сечения.
Параметры управления сварочным процессом сварки под слоем флюса:
- Сварочный ток
- Напряжение дуги
- Скорость перемещения сварочной горелки (скорость сварки)
- Размер и химический состав сварочной проволоки
- Химический состав и структура присадочного флюса
Ниже представлены некоторые зависимости изменения параметров сварочного процесса на форму сварного соединения.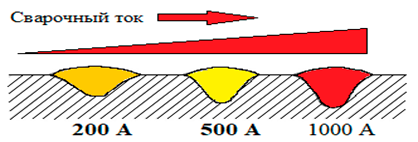
С увеличение значения сварочного тока увеличивается глубина проплавления. Слишком большой сварочный ток может привести к прожигу, а малый – к непровару.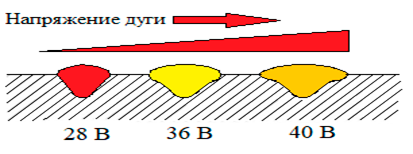
С увеличением напряжения дуги увеличивается ширина сварного шва (валика). Повышенное сварочное напряжение приводит к перегреву сварочной ванны и снижению механический свойств шва за счет эффекта самоотпуска и некорректной кристаллизации.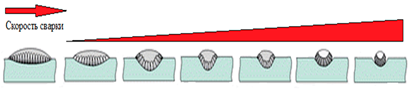
С увеличением скорости сварки при неизменных остальных параметрах уменьшается глубина проплавления, ширина шва (валика) вплоть до момента появления эффекта «подрез» и «несплавление».Несмотря на то, что величина зазора в сварном соединении не является определяющим технологическим параметром, ее следует учитывать.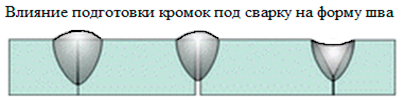
Вылет сварочной проволоки определяет высоту контактного наконечника над поверхностью свариваемого металла и толщину флюса. Самый короткий вылет определяется по открытой дуге, когда открытой дуги нет, вылет имеет наименьшее значение. Однако, вылет не может быть слишком большим, иначе это усилит выгорание проволоки, так как на нее слишком долго влияет предварительный нагрев током сопротивления, что приведет к деформации сварочного шва и повлияет на гладкость шва. А если вылет будет слишком коротким, контактный наконечник легко повредить. Ниже приведены некоторые стандартные вылета для сварки углеродистой стали.
| Диаметр проволоки, мм | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,0 |
| Вылет проволоки, мм | 15-20 | 20-25 | 25-35 | 25-35 | 30-40 | 30-40 |
Основные типы сварных соединений для автоматической сварки под слоем флюса указаны в «ГОСТ 8713-79 Сварка под флюсом. Соединения сварные.Основные типы, конструктивные элементы и размеры». Однако, всегда существуют изделия, где форма соединения, значения геометрии кромок и стыка не соответствуют данному ГОСТ и определяются внутренними техническими РД предприятия.
Режим возбуждения сварочной дуги «Касанием». Рекомендовано использовать данный режим при включении ВАХ источника сварочного тока СС (Constant Current) – Падающая вольтамперная характеристика.
При нажатии кнопки «Старт» источник питания подаёт на трактор напряжение холостого хода, возбуждается сварочная дуга (электродная проволока до включения была закорочена на изделие); срабатывает датчик тока, который включает двигатель на подачу проволоки наверх. Электродная проволока подаётся вверх, сварочная дуга растягивается, напряжение на дуге растёт. При достижении значения «напряжения срабатывания» включается реле напряжения, которое производит реверс двигателя подачи сварочной проволоки, и проволока подаётся в зону сварки, трактор начинает перемещаться вперёд (в направлении сварки). Происходит процесс сварки.
Режим возбуждения сварочной дуги «С хода» Рекомендовано использовать данный режим при включении ВАХ источника сварочного тока CV (Constant Voltage) – Жесткая вольтамперная характеристика.
Переключатель выбора параметров ВАХ источника сварочного тока в положение CV (Constant Voltage) – Жесткая вольтамперная характеристика. нажатии кнопки «Старт» источник питания подаёт на трактор напряжение холостого хода, включается электродвигатель подачи сварочной проволоки, и проволока подаётся в зону сварки, возбуждается сварочная дуга, трактор начинает перемещаться вперёд. Происходит процесс сварки. Реле напряжения в данном случае в работе не участвует. Выключение сварки аналогично автоматическому режиму при сварке на падающей характеристике
Особенности источника тока:
- Регулируемый Горячий старт
- Регулируемый Форсаж дуги
- Выбор ВАХ постоянное напряжение / ток
- Дисплей сварочного тока и напряжения
- Индикатор сети
- Встроенная защита от скачков напряжения
- Встроенная термальная защита
- Индикатор перегрева
- Инверторная технология на базе новейших IGBT транзисторов
- Для легкого перемещения предусмотрены колеса и такелажные проушины
Особенности сварочного трактора:
- Микропроцессорный блок управления
- Регулировка сварочного тока, напряжения и скорости сварки
- Дисплей сварочного тока, напряжения и скорости сварки
- Регулировка режима движения трактора
- Тестовый режим - движение трактора без сварки
- Старт сварки "Касанием"
- Старт сварки "С хода"
- Регулируемая высота сварочной головки ±100 мм
- Регулируемое расстояние вертикальной колонны ±70 мм
- Регулируемое расстояние поперечной балки ±100 мм
- Наклон горелки ±45°
- Угол поворота поперечной балки вокруг вертикальной колонны ±90°
- Ёмкость барабана проволоки 25 кг
- Объем контейнера флюса 6 л
- 4-х роликовый подающий механизм
Комплектация:
- Источник (инверторный сварочный аппарат)
- Сварочный трактор
- Кабель 70 мм2 с электрододержателем, 15 м – 2 шт.
- Кабель 70 мм2 с клеммой заземления, 3 м – 2 шт.
- Кабель управления 14 pin, 15 м
- Руководство по эксплуатации на русском языке
Характеристики
| Режим сварки SAW DC CV | да | |
| Режим сварки SAW DC CC | да | |
| Напряжение питающей сети | 380 В | |
| Частота тока в сети | 50/60 Гц | |
| Потребляемая мощность | 53.3 кВт | |
| Диапазон сварочного тока | 60-1000 А | |
| ПВ (продолжительность включения) | 100 % | |
| КПД | 85 % | |
| Диаметры сварочной проволоки SAW | 2.0 / 3.0 / 4.0 / 5.0 / 6.0 мм | |
| Максимальная масса катушки | 25 кг | |
| Объем контейнера флюса | 6 л | |
| Скорость подачи проволоки | 0.2-25 м/мин | |
| Скорость сварки | 6-130 м/ч | |
| Количество роликов | 4 шт | |
| Высота регулировки сварочной головки | ±100 мм | |
| Высота регулировки вертикальной колонны | ±70 мм | |
| Высота регулировки поперечной балки | ±100 мм | |
| Угол поворота поперечной балки вокруг вертикальной колонны | ±90 ° | |
| Угол наклона горелки | ±45 ° | |
| Старт сварки «Касанием» | да | |
| Регулируемый ток Hot Start | да | |
| Регулируемый ARC Force | да | |
| Габариты источника | 840х380х900 мм | |
| Вес источника | 115 кг | |
| Габариты трактора | 1020х480х740 мм | |
| Вес трактора | 65 кг | |
| Артикул производителя | 029646 |
Комплектация:
- Источник (инверторный сварочный аппарат)
- Сварочный трактор
- Кабель 70 мм2 с электрододержателем, 15 м – 2 шт.
- Кабель 70 мм2 с клеммой заземления, 3 м – 2 шт.
- Кабель управления 14 pin, 15 м
- Руководство по эксплуатации на русском языке



